English
English -
-
-

-

正反孔口去毛刺倒角刀如何提高加工效率
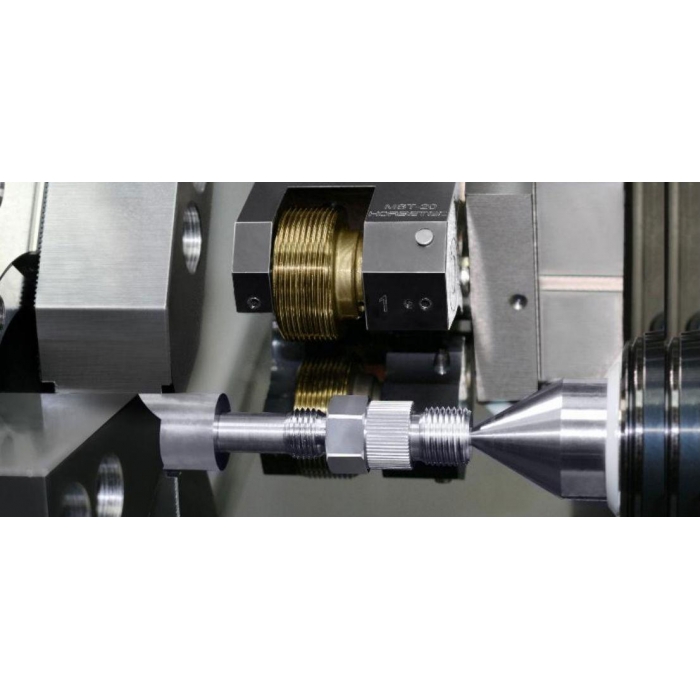
浮动去毛刺倒角刀的加工过程非常简单,无需插补加工,不用停转或者反转,相同转速一次过孔,双面倒角去毛刺。为高效加工的不二法宝!
2020-06-03 正反孔口浮动去毛刺倒角
-
![美国TOOLFLO关于COVID-19冠状病毒疫情通告]()
-
![舍弃式内冷钻头要不要钻底孔?]()
-
![金刚石滚压刀售前常见疑问及解答]()
-
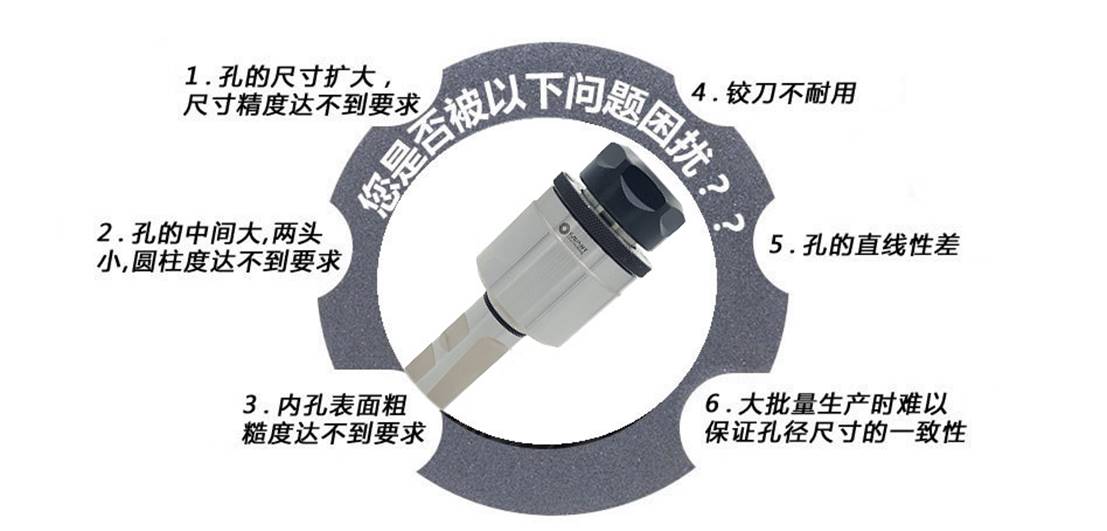
![浮动铰刀柄主要解决哪些问题?]()

浮动去毛刺倒角刀的加工过程非常简单,无需插补加工,不用停转或者反转,相同转速一次过孔,双面倒角去毛刺。为高效加工的不二法宝!
2020-06-03 正反孔口浮动去毛刺倒角

是一家集刀具研发生产及销售于一体的公司 精于去毛刺刀具及柔性浮动工具