 English
English 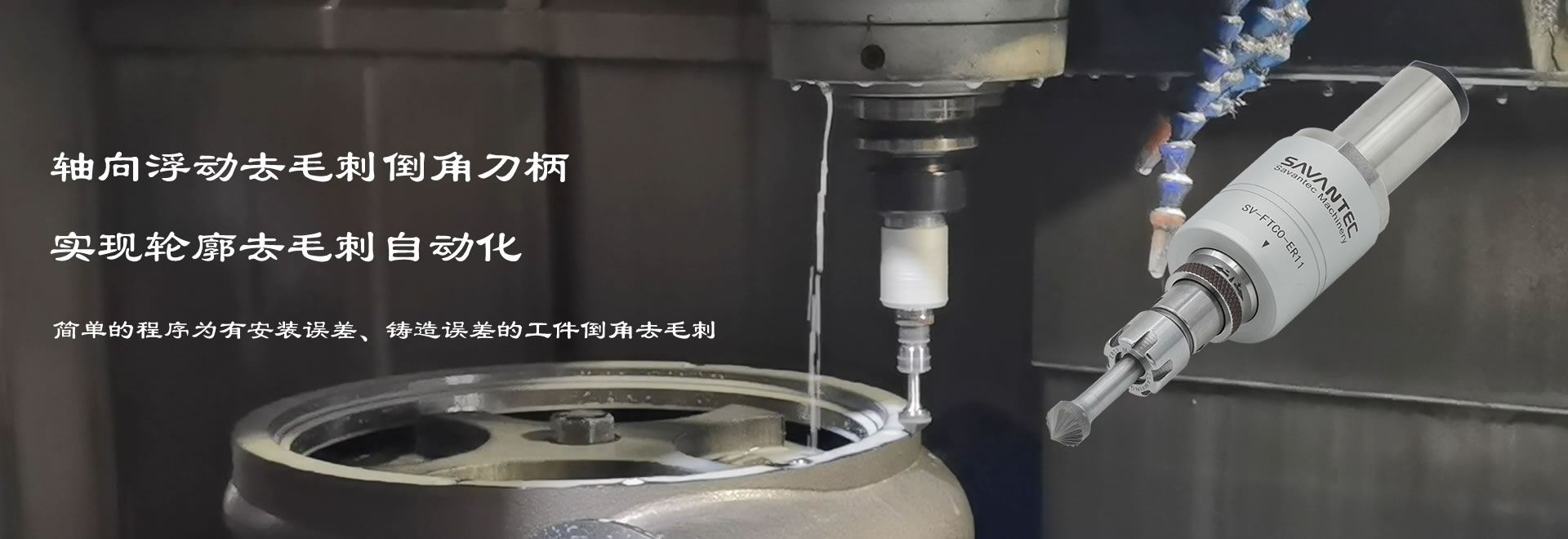



HMT 20
HMT 20 液压标记工具,是一种通过内冷压力驱动的打标工具。

可用于加工中心或者数控车床。
需要至少15bar的内冷压力
需要带压力调整机构的机床,适合15-80bar内冷压力的机床。
用于标记工件硬度高达60-62HRC。
可借助距离了补偿机构用于粗糙表面的标记(4mm补偿距离)
使用硬质合金打标头。
如果机器不支持Z轴移动时不旋转,可以在低转速下使用。
使用简单,无需安装。
柄部标准直径20mm 。
压力可以通过顺时针旋转来降低,黄色螺丝可以转动最大7mm ,
工具在交付时,已经设置为减压螺丝完全打开状态。
HMT型工具可以用冷却压力驱动。在第一次测试时,标记针应该定位在离工件需要打标的表面6mm的地方,当内冷打开后,让打标程序第一次在基本设置中运行,这时候应该不能看到标记出现。如果标记已经可见了,内冷压力应该降低。
调整冷却压力后,标记针向工件靠近0.5mm(总距离为5.5mm)。然后第二次运行程序。如果没有看到到标记,则再次向工件前进0.5mm,并再次运行打标程序。用0.5mm增量重复这个步骤,直到标记可见为止。
向前额外的推进0.5mm,以确保标记的完整性和良好性。
最小的标记位置是距离工件1mm处,如果在1mm 处没有看到标记,则需要停止机器并增加冷却压力,或者重新调整工具上的压力。
当接近工件时,标记针多次击中第一个点,使第一个字符的入口更深。在确定正确的标记位置后,尽可能快的接近标记位置,以减少第一个字符的深度。

起始进给:3000mm/min (可以自由调节)
主轴转速:0rev/min (无需主轴旋转)
1、将打标作为加工的一个步骤,避免了手工打标的费时费力,自动化程度高;
2、打标过程无金属切削,速度快,防止损伤工件或切断工件材质纤维;
3、刀柄可以冷却液提供动力或由外部气源提供动力及无动力直接刮擦3种形式可选;
4、适用于加工中心机床,可以放在刀库中自动换刀;




